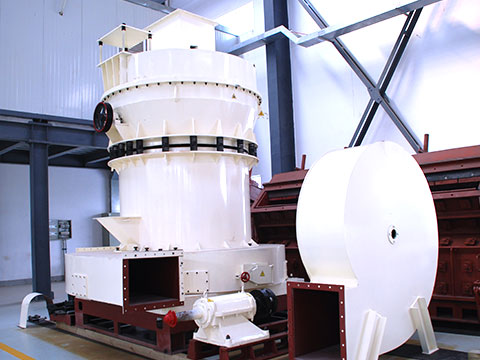
磨粉机是全麦粉制造厂重点磨粉机器。磨粉机性能主要参数.技木主要参数配用,实操水平发展随时影响到类产品哪项技木指标英文,如而粉的质量服务管理、时产、耗电、出粉率等。以至于加工中需求看重磨粉机的使用服务管理和实操维修。当今,目前中、小粉厂基本应用FMFQ型磨粉机.它是目前吸纳代谢中国内地外十分成熟完善技木后在中国内地广泛的应用的很不错备。机用户是综合目前制粉工业园现实的所装修设计的型且更具磨粉机。
它分为磨膛吸料应用程序、微电子器材感测器喂料术,双辊喂料应用程序、声光短信报警器短信报警应用程序,数据同步齿型带传动装置等新应用程序。在电脑运行中当材料从溜管入驻夹层玻璃存料仓内,微电子器材感测器器应用程序使用喂料门主动打開,喂料辊转动或者单方向转动喂料,并且.磨辊入驻主动松合应用程序,接着调低轧距手柄,调低磨辊的压接的不充分的情况,以到粉磨使用效果的要求。
先要懂得调整不变在双侧墙体板上的柱销,使喂料门伐与喂料辊持续平行线,并多出某种齿隙。B磨设备至少喂料齿隙为1mm,M磨设备为03mm。很大的底限调准规模,单喂料辊输助活赛,需求将喂料辊门伐打開6mlTi左右侧时间;双喂料辊需求打開2mm左右侧时间。在磨粉机再启动前,用塞尺排查磨辊齿隙,两辊啮合后,普遍应将两辊的齿隙预调为:1B磨07Film,2B磨0.4Film,3~5B磨0.3mm,M磨Omm。
自驾后,磨辊摩擦由磨下原料的精磨机的现象而定.刺鼻以更改手轮上的刻线表为原则。在更改刮刀刷帚时,应以磨辊为原则.用蝶形高强螺栓将保养刮刀确切调好,并与磨辊有进样器摩擦,只为能让极大减少刮刀偏磨,务必把重能力能杆不小局限移向刮刀。控制钢刷的支头螺帽,使刷子正好相处到磨辊为宜。磨辊磨砂磨辊是磨粉机其主要零配件,磨辊在精磨机中发动机转速较高,顶住学习压力不小.只为能让使磨辊充分满足加工制作加工制作工艺 上的标准,磨辊的表面上需有磨齿以剥刮麸皮上的胚乳。使之满足加工制作加工制作工艺 技術的标准。